
Page 46 - ISCARs-solutions-for-Heavy-Machining-2022
P. 46
Heavy Machining
HEAVY
t R
illing - T
epor
es
M Milling - Test Reports
ts
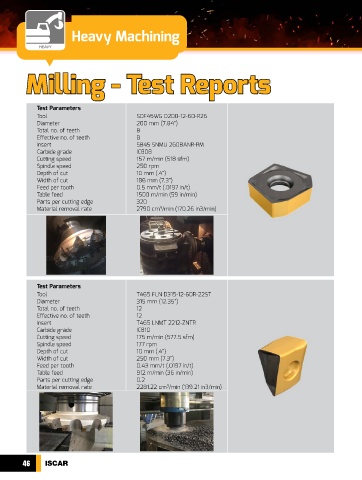
Test Parameters
Tool SOF45WG D200-12-60-R26
Diameter 200 mm (7.84”)
Total no. of teeth 8
Effective no. of teeth 8
Insert S845 SNMU 2608ANR-RM
Carbide grade IC808
Cutting speed 157 m/min (518 sfm)
Spindle speed 250 rpm
Depth of cut 10 mm (.4”)
Width of cut 186 mm (7.3”)
Feed per tooth 0.5 mm/t (.0197 in/t)
Table feed 1500 m/min (59 in/min)
Parts per cutting edge 320
Material removal rate 2790 cm /min (170.26 in3/min)
3
Test Parameters
Tool T465 FLN D315-12-60R-22ST
Diameter 315 mm (12.35”)
Total no. of teeth 12
Effective no. of teeth 12
Insert T465 LNMT 2212-ZNTR
Carbide grade IC810
Cutting speed 175 m/min (577.5 sfm)
Spindle speed 177 rpm
Depth of cut 10 mm (.4”)
Width of cut 250 mm (7.3”)
Feed per tooth 0.43 mm/t (.0197 in/t)
Table feed 912 m/min (36 in/min)
Parts per cutting edge 0.2
Material removal rate 2281.22 cm /min (139.21 in3/min)
3
46 ISCAR