Зростання цін на вольфрам створює серйозні виклики для металообробної промисловості та змушує виробників шукати економічно доцільні рішення без втрати продуктивності. Інновації ISCAR спрямовані на підвищення ефективності виробництва та зниження витрат на інструмент у нових ринкових умовах
У сучасній металообробній промисловості твердий сплав на ос-
нові карбіду вольфраму є найпоширенішим матеріалом для виготов-
лення різального інструменту. Завдяки вищим показникам твердості,
зносостійкості та термостійкості порівняно з традиційною швидкорі-
зальною сталлю він забезпечує роботу на значно вищих швидкостях
різання, що гарантує вищу продуктивність обробки.
Подальше зростання ефективності обробки стало можливим зав-
дяки розвитку технологій зміцнення поверхні різального інструменту.
Розвиток технологій нанесення покриттів, за яких на поверхні інстру-
менту формується тонкий шар матеріалу з мікротвердістю, вищою
за твердість карбіду вольфраму, фактично змінив традиційне співвід-
ношення між твердістю та в’язкістю різальних матеріалів. Інструмент
із покриттям демонструє значно вищу зносостійкість порівняно з
непокритим твердим сплавом аналогічної в’язкості. Це стало додат-
ковим чинником підвищення продуктивності обробки. Сьогодні для
більшості твердосплавного інструменту — як суцільнометалевого, так
і зі змінними пластинами — застосовуються покриття, нанесені на ос-
нову з карбіду вольфраму.
Проте останніми роками металообробна галузь зіткнулася з новою
проблемою — суттєвим зростанням цін на матеріали, що містять воль-
фрам. Причин цього багато, і більшість із них пов’язані між собою еконо-
мічними та політичними чинниками. Наприклад, Китай є основним по-
стачальником вольфраму, забезпечуючи близько 80 % світового вироб-
ництва. Тому будь-які зміни експортної політики або регулювання ринку
мінеральної сировини в Китаї безпосередньо впливають на рівень цін.
Крім того, значно зріс попит на вольфрам з боку інших галузей — насам-
перед електроніки, аерокосмічної та оборонної промисловості. Поточ-
на геополітична ситуація та логістичні проблеми у глобальних ланцюгах
постачання також сприяють подорожчанню.
Зрозуміло, що це безпосередньо впливає на вартість інструменту
та збільшує його частку у структурі виробничих затрат на механічну
обробку. За таких умов підприємства дедалі частіше переглядають
підходи до вибору та застосування різального інструменту. Водночас,
попри відносно невелику частку інструменту в загальній собіварто-
сті виробництва, саме він залишається одним із ключових чинників
підвищення продуктивності та зниження собівартості деталей. Тому
одним із головних викликів для виробників різального інструменту
є розробка економічно ефективних рішень, здатних компенсувати
наслідки стрімкого зростання цін на вольфрам. У результаті визна-
чальними факторами стають економічна доцільність і максимальна
цінність для споживача.
За таких умов металообробна галузь дедалі більше приділяє ува-
гу доступності інструменту та співвідношенню «ціна/ефективність».
З одного боку, це вимагає впровадження сучасних технологій, пере-
гляду виробничих процесів, застосування ефективніших стратегій
обробки та вдосконалення систем управління інструментом. З іншо-
го боку, ринок очікує від виробників адекватної реакції на виклик
зростання цін на вольфрам.
ІННОВАЦІЇ ISCAR
•Система MULTI–MASTER — сімейство збірного інструменту зі
змінними твердосплавними головками (титульн. фото статті), присут-
нє на ринку з початку століття. Концепція системи передбачає вико-
ристання одного корпусу (хвостовика) з різними головками, причому
кожна головка сумісна з кількома хвостовиками. Це дозволяє зменшити
витрати твердого сплаву, оптимізувати конфігурацію інструменту під
конкретну операцію, спростити адаптацію, скоротити потребу в спеці-
альному оснащенні та знизити складські запаси, демонструючи високу
економічну ефективність і універсальність системи.(Fig. 1)
•В області свердлильних операцій аналогічний підхід застосову-
ється в сімействі SUMOCHAM — збірних свердлах зі змінними твер-
досплавними головками. Одна головка сумісна з корпусами різної
довжини вильоту, що дозволяє обирати оптимальний інструмент за-
лежно від глибини свердління. Використання змінних головок змен-
шує потребу в значному наборі свердел. Подальші розробки системи
SUMOCHAM дозволили застосувати цю концепцію також для операцій
зенкування.
Обидві системи — MULTI–MASTER і SUMOCHAM — мають надзви-
чайно жорстке кріплення головки, завдяки чому динамічні характери-
стики збірного інструменту максимально наближені до суцільномета-
левого. Крім того, скорочується час на переналагодження та установку
нового твердосплавного інструменту. У цих системах змінюється лише
головка без додаткових операцій. Концепція NO-SETUP-TIME дозволяє
виконувати процедуру без виймання інструменту зі шпинделя верста-
та, суттєво підвищуючи ефективність обладнання.
•Застосовуючи концепцію змінних пластин у мініатюрному інстру-
менті та інструменті для малих глибин різання, ISCAR розробив широ-
кий асортимент продукції для фрезерування, у тому числі сімейство
інструментів MICRO‑3‑FEED для обробки з високою подачею, а також
нові інструменти в лінійках HELITANG і HELI‑3‑MILL із компактними
пластинами для обробки уступів. Багато таких фрез малого діаметра
виконані у вигляді змінних головок, сумісних із хвостовиками MULTI–
MASTER, що значно розширює сферу застосування обох систем. Части-
на головок також має різьбове кріплення для використання з модуль-
ною системою FLEXFIT. (Fig. 2)
•Сімейство токарного інструменту LOGIQ‑4‑TURN було доповнено
зразками із двосторонньою пластиною меншого типорозміру 06. Вона
має чотири різальні кромки та може кріпитися як гвинтом, так і важе-
лем — залежно від конструкції інструменту. Таке економічне рішення
особливо ефективне при виготовленні мініатюрних деталей на авто-
матах швейцарського типу та компактних токарних верстатах.(Fig. 3)
•Для точіння з малими глибинами різання ISCAR розробив сімей-
ство інструментів FLASH-TURN із компактними пластинами. Це рішен-
ня спрямоване на максимальне використання різальної кромки та
зниження собівартості обробки без втрати продуктивності.
•Для відрізки та точіння канавок ISCAR пропонує інструменти
DO-GRIP із тонкими двосторонніми пластинами з двома різальними
кромками та шириною різу 0,8–1,2 мм. Це забезпечує економію як
твердого сплаву, так і матеріалу заготовки, особливо при обробці труб
і тонкостінних деталей.(Fig. 4)
•Конструкція пластин із великою кількістю різальних кромок тра-
диційно є одним із найефективніших способів економії різального ма-
теріалу. Серед новинок ISCAR варто відзначити нове рішення в сімей-
стві PENTACUT — інструмент для відрізки та точіння канавок із зірко-
подібними пластинами діаметром 17 мм і шириною різання 1,5–2,5 мм
із п’ятьма різальними кромками. Вони дозволяють виконувати вузькі
прорізи, мінімізуючи втрати матеріалу при відрізці дрібних деталей і
точінні канавок.
Багатофункціональний інструмент дозволяє виконувати відразу
кілька операцій. Такі рішення «все в одному» є ефективним засобом
зниження витрат на механічну обробку та підвищення рентабельно-
сті, наприклад QUICK-D‑MILL, що поєднує можливості свердління та
фрезерування. Це двозубі праворізальні фрези з двома прямокутними
змінними пластинами. Кожна пластина має чотири різальні кромки
та призначена для торцевого й периферійного різання, що забезпе-
чує раціональне використання матеріалу та зменшує експлуатацій-
ні витрати. Під час свердління працює один ефективний зуб, а при
фрезеруванні — два. Нові фрези випускаються в діапазоні діаметрів
16–32 мм і є економічно вигідною альтернативою суцільнометалевому
твердосплавному інструменту. Для розширення функціональності та-
кож випускаються головки MULTI–MASTER із внутрішнім підведенням
ЗОР під високим тиском. (Fig. 5)
Технологи ISCAR Ukraine регулярно проводять випробування но-
вого інструменту у власному демонстраційному центрі в Дніпрі на су-
часному обладнанні з ЧПК. За результатами тестувань фахівці компанії
готують навчальні та демонстраційні відеоролики, що публікуються
на YouTube-каналі ISCAR Ukraine.
АЛЬТЕРНАТИВНІ
НАДТВЕРДІ МАТЕРІАЛИ
Одним із підходів є ширше використання альтерна-
тивних твердих різальних матеріалів — керметів і кера-
міки. Безумовно, вони мають низку переваг над карбідом
вольфраму, зокрема вищу твердість і теплостійкість. Проте
сфера їх застосування обмежується низкою факторів: вони
більш крихкі, менш в’язкі та чутливіші до нестабільних умов
обробки.
Надтверді матеріали, такі як кубічний нітрид бору (CBN)
та полікристалічний алмаз (PCD), забезпечують виняткову
зносостійкість, але залишаються дуже дорогими. Крім того,
їх сфера застосування значно вужча порівняно з карбідом
вольфраму: CBN переважно використовується для обробки
загартованих сталей, чавуну та жароміцних сплавів, тоді як
PCD ефективний головним чином при обробці кольорових
металів, алюмінію, мідних сплавів і композитних матеріалів.
СУЧАСНІ ПОКРИТТЯ
Іншим напрямом є розробка зносостійких захисних по-
криттів. Інновації в цій сфері дозволили створити нові марки
твердого сплаву з покриттям, які забезпечують збільшення
ресурсу інструменту. Більше того, найсучасніші покриття
здатні підтримувати той самий ресурс навіть для сплавів зі
зниженим вмістом карбіду вольфраму.
Водночас застосування новітніх технологій нанесення
покриттів потребує спеціалізованого обладнання та склад-
них виробничих процесів, що спричиняє додаткові витрати
та може впливати на кінцеву вартість інструменту.
ОПТИМІЗАЦІЯ КОНСТРУКЦІЇ
ІНСТРУМЕНТУ
Ще одним шляхом вирішення проблеми є оптимізація
конструкції інструменту. Наприклад, застосування інстру-
менту зі змінними твердосплавними різальними елемента-
ми дозволяє раціональніше використовувати твердий сплав
та підвищувати гнучкість і ефективність обробки.
Так само пластини, форма яких забезпечує максимальну
кількість різальних кромок, дозволяють ефективніше вико-
ристовувати матеріал. На практиці пластини часто працю-
ють із набагато меншою глибиною різання, ніж максимально
допустима. Крім того, сучасні методи виготовлення загото-
вок — точне лиття, кування та лиття під тиском — дозволя-
ють отримувати вироби, максимально наближені до форми
готової деталі. Це зменшує обсяг матеріалу, який необхідно
видалити під час обробки.
Це підвищує попит на інструмент із компактнішими
пластинами, що забезпечує додаткову економію воль-
фраму. Постійне вдосконалення форми різальної кромки
та системи відведення стружки підвищує продуктивність
і ресурс інструменту, що сприяє зниженню споживання
вольфраму.

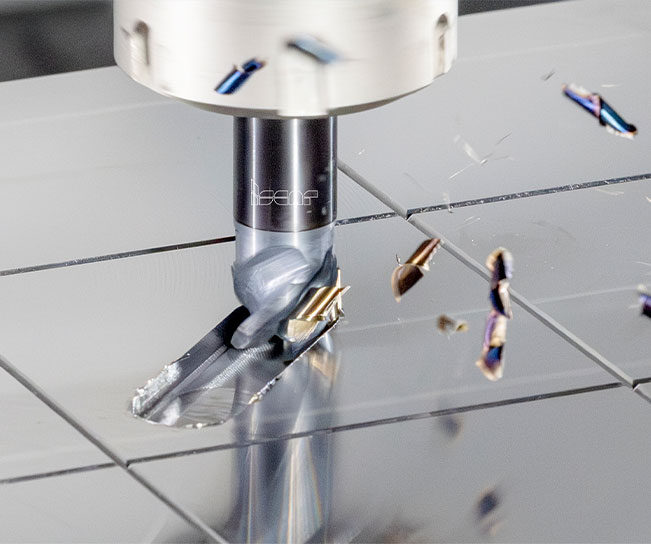 Fig.1
Fig.1
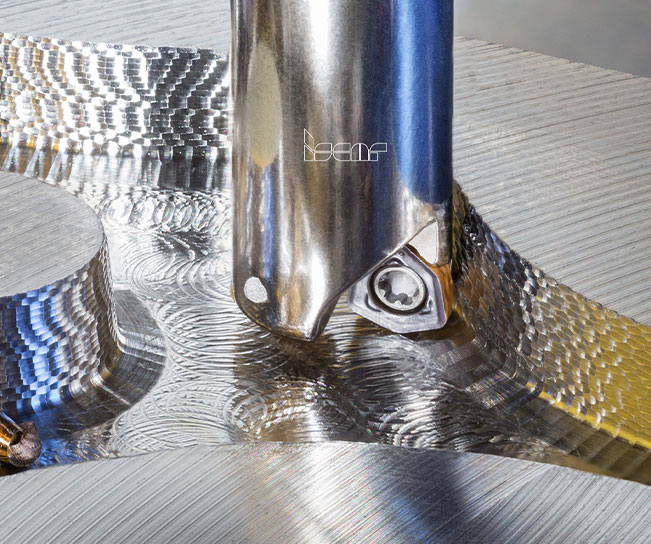 Fig.2
Fig.2
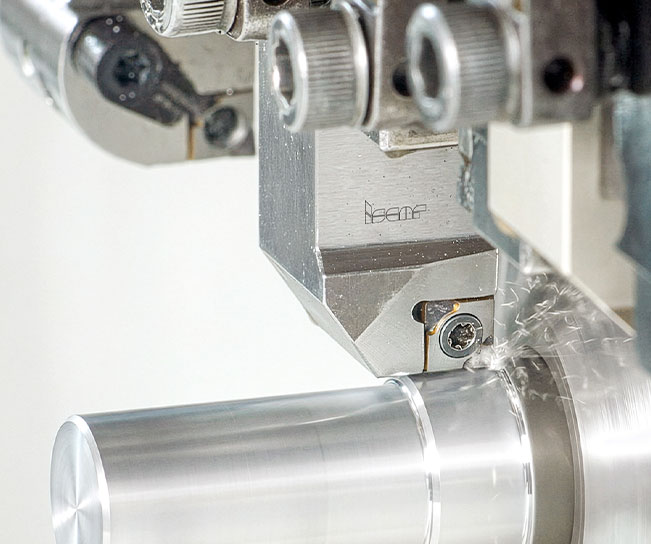 Fig.3
Fig.3
 Fig.4
Fig.4
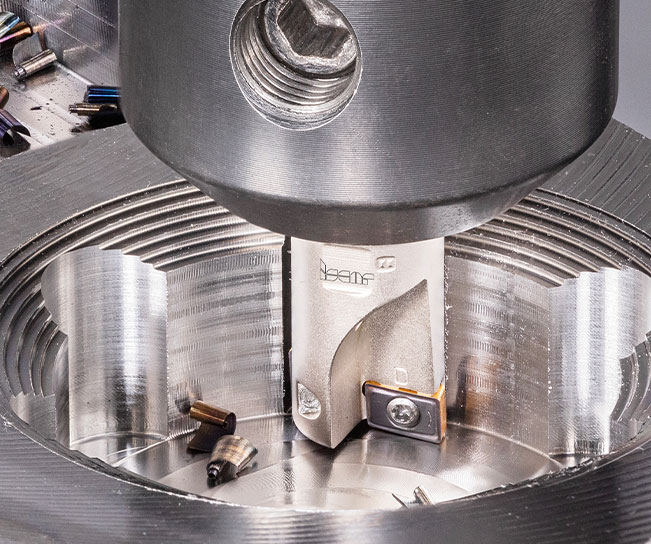 Fig.5
Fig.5
 Павло РУБЕЖНИЙ — інженер-технолог компанії «Іскар Україна»
Павло РУБЕЖНИЙ — інженер-технолог компанії «Іскар Україна»