
Високошвидкісне фрезерування алюмінію (HSM — High-Speed Milling) — це передовий метод механічної обробки, який базується на використанні надвисоких швидкостей обертання шпинделя для максимально продуктивного видалення матеріалу. У таких режимах різання алюмінію відбувається з меншим зусиллям, що забезпечує стабільну точність і високу чистоту поверхні без додаткових проходів.
До HSM зазвичай відносять режими, де швидкість різання значно вища за стандартну (у 1,5–4 рази). Практично це означає, що обробка відбувається на високих обертах — до 30 000 і більше — за умови, що верстат, оправка й інструмент забезпечують жорсткість і добре відбалансовані.
З конструктивної точки зору інструменти для високошвидкісного фрезерування алюмінію та його сплавів поділяють на три типи:
- • зі змінними твердосплавними пластинами з гострою різальною кромкою, полірованою передньою поверхнею та збільшеним переднім кутом — це полегшує різання і зменшує налипання стружки;
- • монолітні твердосплавні кінцеві фрези (SCEM — Solid Carbide End Mill) з полірованими канавками та великим кроком зуба, розраховані на відведення великих обсягів стружки на високих обертах;
- • фрези модульного типу зі змінними головками, які можна швидко встановити без демонтажу (типу MULTI–MASTER).
Обробка на надвисоких обертах вимагає, щоб інструмент витримував значні центробіжні навантаження, був збалансований та відповідав вимогам безпеки. Основа закладається ще на стадії проектування. Геометричні характеристики та компоновку інструмента підбирають так, щоб центр мас був розташований максимально близько до осі обертання, а всі елементи фрези (пази, посадкові місця, кріплення пластин або головок) були рівномірно розташовані навколо нього. Це формує базу для подальшого ефективного балансування інструмента.
Такий підхід не означає, що інструмент уже «збалансований». Після виготовлення та складання все одно виконують балансування. Однак у цьому випадку обсяг коригування мінімальний, а результат — стабільний і передбачуваний на високих обертах.
Монолітні твердосплавні фрези та змінні головки в цьому аспекті більш передбачувані: однорідний матеріал і відсутність складальних елементів спрощують забезпечення співвісності та рівномірного розподілу мас. На етапі проектування відпрацьовують форму інструмента, щоб мінімізувати ексцентриситет центра мас і уникнути локальних «перетягнень» по масі; далі це дозволяє обмежитися мінімальним коригуванням під час балансування готового виробу.
Збірні фрези зі змінними пластинами значно чутливіші до дисбалансу. Положення центра мас такої фрези відносно осі обертання визначається формою корпусу, пластин і гвинтів та їх розташуванням, причому навіть незначні відхилення від розрахункових дають суттєвий вплив на високих обертах. Тому для таких інструментів у режимах HSM жорсткіші вимоги до точності виготовлення корпусу, повторюваності елементів і якості складання, а також обов’язкове фінішне балансування у зборі.
КОНСТРУКТИВНІ ОСОБЛИВОСТІ ІНДЕКСОВАНИХ ФРЕЗ ДЛЯ HSM ОБРОБКИ АЛЮМІНІЮПід час розробки таких фрез основну увагу приділяють поведінці інструмента на високих обертах і стабільності різання:
- • надійна фіксація пластини в посадковому місці — щоб виключити її мікро переміщення під дією відцентрових сил і змінних навантажень у процесі різання; для цього опорні поверхні та схема притиску працюють не тільки «на затиск», а й на сприйняття радіальних зусиль;
- • зниження маси корпусу та змінних елементів — але без втрати жорсткості; зайва маса на радіусі напряму збільшує відцентрові сили, тому конструкцію корпусу «розвантажують», залишаючи матеріал у зонах, що сприймають навантаження;
- • «м’який» вхід у різання — завдяки позитивній формі різальної кромки, збільшеним переднім кутам і раціональному кроку зубів; це зменшує сили різання та допомагає уникати вібрацій, особливо при великих вильотах;
- • форма та об’єм стружкових канавок підбираються так, щоб стружка не затримувалась у зоні різання та вільно виносилась, при цьому переріз корпусу зберігає достатню жорсткість;
- • підведення змащувально-охолоджувальної рідини безпосередньо в зону різання — через внутрішні канали або спрямовані сопла; важливо не лише «охолодити», а й допомогти відвести стружку та зменшити налипання алюмінію.
ІНСТРУМЕНТ ДЛЯ ФРЕЗЕРУВАННЯ АЛЮМІНІЮ: ОСНОВНІ ГРУПИ
Індексовані фрези для алюмінію умовно поділяють на три групи — залежно від робочих швидкостей і характеру обробки:
- • Універсальні фрези для стандартних режимів.
- • Фрези для високошвидкісної обробки (HSM).
- • Продуктивні фрези з розширеними можливостями врізання (рампінг, гвинтове занурення), що працюють у проміжному діапазоні швидкостей.
ПЕРША ГРУПА. Універсальні фрези для стандартних режимів
Такі інструменти використовують як «базове рішення» для різних матеріалів, у тому числі алюмінію. Вони розраховані
на встановлення пластин однієї форми з уніфікованими опорними та базуючими поверхнями. Під конкретний матеріал
інструмент комплектують пластиною із відповідною формою різальної кромки та параметрами різання.
Для алюмінію застосовують пластини з гострою кромкою, збільшеним переднім кутом і полірованою передньою поверхнею
— це зменшує налипання та полегшує сходження стружки. Типовий діапазон швидкостей різання для таких фрез — до
~1000 м/хв (залежно від діаметра та умов обробки).
Окремо варто виділити фрези з круглими пластинами. Для роботи з алюмінієм вони комплектуються спеціальними
пластинами з полірованою передньою поверхнею, що покращує відведення стружки та знижує ризик утворення наросту
(BUE). Зазвичай доступні два варіанти виконання:
- • із суцільною (полірованою) різальною кромкою — для напівчистової обробки та стабільних умов;
- • із сегментованою (зубчастою) кромкою — для чорнових проходів, великих подач і менш жорстких систем.
Нові фрезерні головки із різьбовим з’єднанням систем MULTI–MASTER і FLEXFIT виготовляються також з каналами подачі ЗОР під високим тиском (HPC). Головки оснащуються пластинами типу HELIALU зі спіральною різальною кромкою, що покращує формування та відведення стружки під час обробки алюмінію.
Система внутрішніх каналів подачі ЗОР спроектована з використанням чисельного моделювання потоків рідини (CFD — Computational Fluid Dynamics, обчислювальна гідродинаміка). Це дозволило оптимізувати траєкторію руху охолоджувальної рідини всередині інструмента, зменшити втрати тиску по каналу та забезпечити подачу ЗОР безпосередньо в зону різання з максимально можливою витратою. Збірний інструмент модульного типу з різьбовим з’єднанням комплектується із окремих елементів — фрезерної головки, хвостовика, подовжувачів і перехідників — під конкретну довжину вильоту та умови обробки.
ДРУГА ГРУПА. Фрези для високошвидкісної обробки (HSM)
У режимах надвисоких обертів суттєво зростають центробіжні навантаження, тому критичною стає надійність фіксації
пластини в посадковому місці. Для цього застосовують посилені системи притиску та опорні поверхні корпусу, які
виключають радіальне зміщення різальних елементів під час обробки.
Такі конструктивні рішення дозволяють підвищувати швидкість різання до рівня близько 5000 м/хв (за малих
радіальних глибин різання), зберігаючи стабільність процесу та контроль над стружкоутворенням.
Останні розробки також передбачають використання збільшених пластин з осьовою глибиною різання до ~22 мм при обмеженій радіальній ширині різання, що дає змогу ефективніше використовувати можливості сучасних високошвидкісних шпиндельних систем і жорстких верстатних комплексів.
ТЕХНОЛОГІЧНІ НОВАЦІЇ В МОНОЛІТНОМУ ФРЕЗЕРНОМУ ІНСТРУМЕНТІ
Конструкція монолітних твердосплавних кінцевих фрез і змінних головок також удосконалюється, завдяки чому
розширюється робочий діапазон режимів різання та стабілізується процес обробки.
Одним із таких рішень є чотиризуба твердосплавна головка діаметром 32 мм зі змінним кутом підйому гвинтових
канавок. Нерівномірний (змінний) крок спіралі знижує схильність інструмента до виникнення гармонійних коливань, що
підвищує вібростійкість системи «інструмент–заготовка» та забезпечує більш надійний процес обробки.
Така конструкція дозволяє використовувати інструмент у широкому діапазоні операцій — від чорнового знімання
матеріалу до чистової обробки — без суттєвої втрати стабільності та якості поверхні.
ТРЕТЯ ГРУПА. Продуктивні фрези з розширеними можливостями врізання
Інструменти цієї групи орієнтовані на інтенсивні операції врізання за траєкторіями типу рампінгу та гвинтового
занурення. Конструкція різальних пластин забезпечує роботу на підвищених швидкостях різання — до приблизно 2000
м/хв за умови стабільної жорсткості системи.
Окремо слід відзначити нові зубчасті пластини діаметром 14 мм, призначені для встановлення на високошвидкісні
фрези серії HELIALU. Вони характеризуються полірованою поверхнею, збільшеним позитивним переднім кутом і
сегментованою різальною кромкою.
Завдяки такій формі пластини стружка формується не як суцільна стрічка, а розбивається на окремі сегменти. Це
покращує її відведення із зони різання, знижує ризик повторного різання та стабілізує навантаження на інструмент.
У результаті зростає допустима подача та загальна продуктивність обробки.
НАДІЙНІСТЬ КРІПЛЕННЯ ТА БАЛАНСУВАННЯ
Під час високошвидкісного фрезерування алюмінію суттєво зростає навантаження на елементи кріплення різальних
пластин, зокрема на гвинти. Для забезпечення стабільності з’єднання їх слід замінювати згідно з регламентом
виробника. Типова практика — заміна гвинта після приблизно десяти циклів заміни пластини. У частині інструментів
для HSM пластини постачаються разом із гвинтами, підібраними з вузькими допусками за масою та геометрією, що
дозволяє забезпечити заданий клас балансування; у таких випадках заміну виконують комплектно.
Питання балансування охоплює не лише корпус інструмента з пластинами та кріпленням, а всю інструментальну систему
в зборі — включно з оправкою, перехідними елементами та подовжувачами. Вимоги до рівня балансування та його
виконання регламентуються стандартом ISO 16084.
Розвиток сучасних високошвидкісних верстатів розширив діапазон доступних обертів шпинделя та подач, що створило
передумови для подальшого розвитку надвисокошвидкісної обробки алюмінію. Це, своєю чергою, формує підвищені вимоги
до конструкції інструменту та стимулює подальші інженерні рішення в напрямку підвищення стабільності та ресурсу
системи.
НАДІЙНІСТЬ КРІПЛЕННЯ ТА БАЛАНСУВАННЯ

Круглі змінні пластини для обробки алюмінію випускаються у двох виконаннях: із гладкою різальною кромкою — для напівчистової обробки, а також із зубчастою (серрейторною) кромкою —для чорнової обробки та роботи в нестабільних умовах різання

Фрезерні головки MULTI–MASTER і FLEXFIT з різьбовим з’єднанням і внутрішньою подачею ЗОР під високим тиском

Високошвидкісна фреза зі змінними пластинами збільшеного розміру для фрезерування алюмінію з великою осьовою глибиною різання

Зубчаста пластина 14 мм для фрез HELIALU з функцією подрібнення стружки
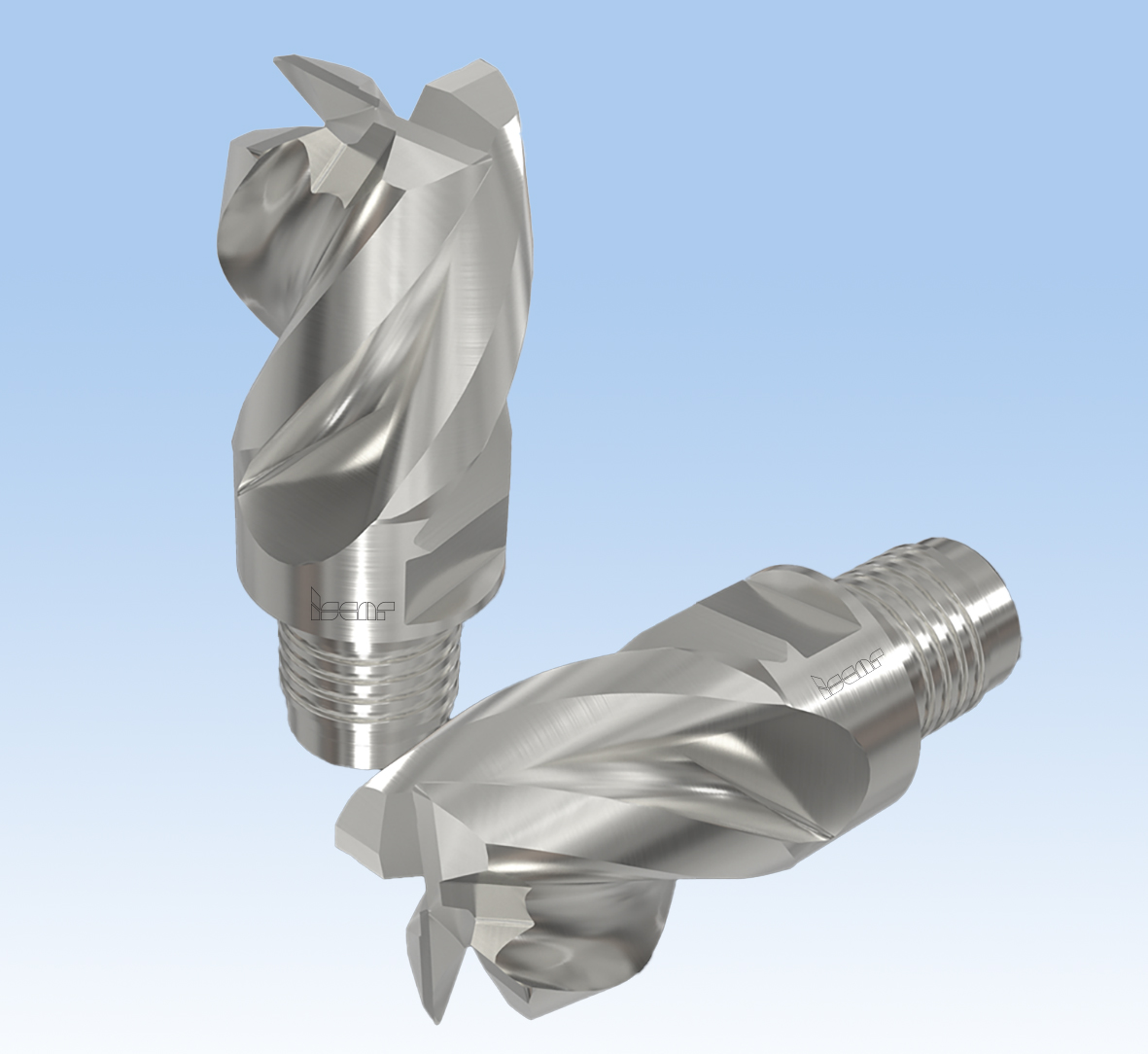
Чотиризуба твердосплавна головка Ø32 мм зі змінним кутом підйому гвинтових канавок демонструє підвищену вібростійкість і стабільність обробки